
CDMOs that invest in the right capabilities, comply with new regulations, and embrace digital technologies are poised for sustainable growth in this explosive market.
Monoclonal antibodies, mRNA vaccines, complex oncology products, and other biologics are driving continued growth in parenteral (non-digestive) drug manufacturing. According to Fact.MR, the global parenteral drug market is expected to reach or exceed $802 billion by 2029. While the market is currently split between large-molecule (52%) and small-molecule (48%) drugs, the demand for large-molecule parenteral therapies is expected to increase at a faster rate going forward.
The accelerated growth in parenteral drug manufacturing presents valuable opportunities for CDMOs that can provide sterile fill-finish services for injectable medications, which are typically supplied in single-dose glass or plastic containers, prefilled syringes, pens, and cartridges.
The key manufacturing challenges for parenteral drug production include mitigating contamination, meeting the growing demand, and ensuring that expensive equipment operates at full capacity.
CDMOs are investing large amounts of money in state-of-the-art container systems, cleanroom facilities, and isolator technologies, as well as digitalized process improvements to ensure optimized operations and deliver the quality and safety that clients and patients expect.
In a recent Contract Pharma article, Mike Babics, Vice President, Parenteral Services at Alcami—a global sterile drug product contract manufacturer based in the U.S.—emphasized the importance of quality across every aspect of parenteral drug development. “Quality by Design (QbD) should not apply only to the manufacturing process but should begin with the initial facility design and run through the final product release,” he said.
Optimizing plant operations, however, isn’t worth much if you can’t get everything you need to get the production lines going. Persistent issues with the availability of raw materials, drug delivery mechanisms, and other common components needed for the production of parenteral therapies have been threatening inventory stock-outs for several years now, often pushing clinical trial and commercial manufacturing runs back by up to 50 weeks or more. These issues have made identifying supply chain disruptions and accurately forecasting demand more important than ever.
To address the issue, many manufacturing organizations are rethinking just-in-time inventory strategies, investing in supplier relationships, and embracing more sophisticated supply chain management solutions. (See our recent blog post about how the new Microsoft Dynamics 365 Copilot uses artificial intelligence to help companies better manage their supply chains by monitoring events, orchestrating actions, and reducing supply and demand mismatches.)
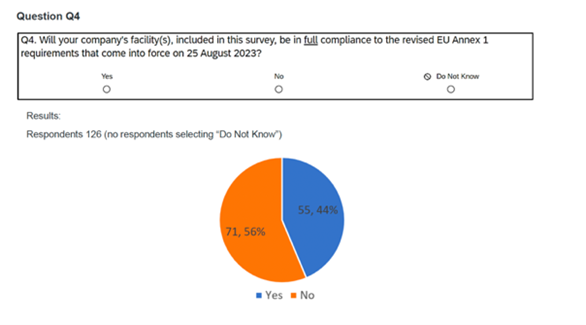
In addition to offering the right manufacturing capabilities and effective supply chain management, parenteral drug manufacturers must also ensure compliance with changing U.S. and international regulations. Most recently, new EU Annex 1 requirements changed the guidance for parenteral drugs on August 25, 2023.
One of the most important concepts introduced by the new regulations is the Pharmaceutical Quality System (PQS) for sterile product manufacture. Related to the ICH Q10 Quality Management System, this new section outlines new requirements across several key areas, including risk management, process understanding, and Corrective and Preventive Action (CAPA).
According to the Parenteral Drug Association (PDA), nearly three-quarters of manufacturers are unprepared to fully meet these new requirements. While the survey was taken before the regulations came into effect, we expect that many companies are still trying to work out all the details of the new requirements in their efforts to become fully compliant.
Parenteral manufacturing facilities have a lot on their plates right now, but if they do things right they can expect rapid and sustainable growth. One way to ensure success is to embrace digitalized workflows and data-driven decision-making.
Many life sciences organizations are using outdated ERP systems.
Talk to AXP Pharma about digitalizing your company today for
greater efficiency and cost savings.
The foundation of this kind of automated, paper-free approach is a robust Enterprise Resource Planning (ERP) system designed specifically to help life sciences organizations comply with GMP, GAMP5, FDA 21 CFR Part 11, EU Annex 11, and other standards and regulations.
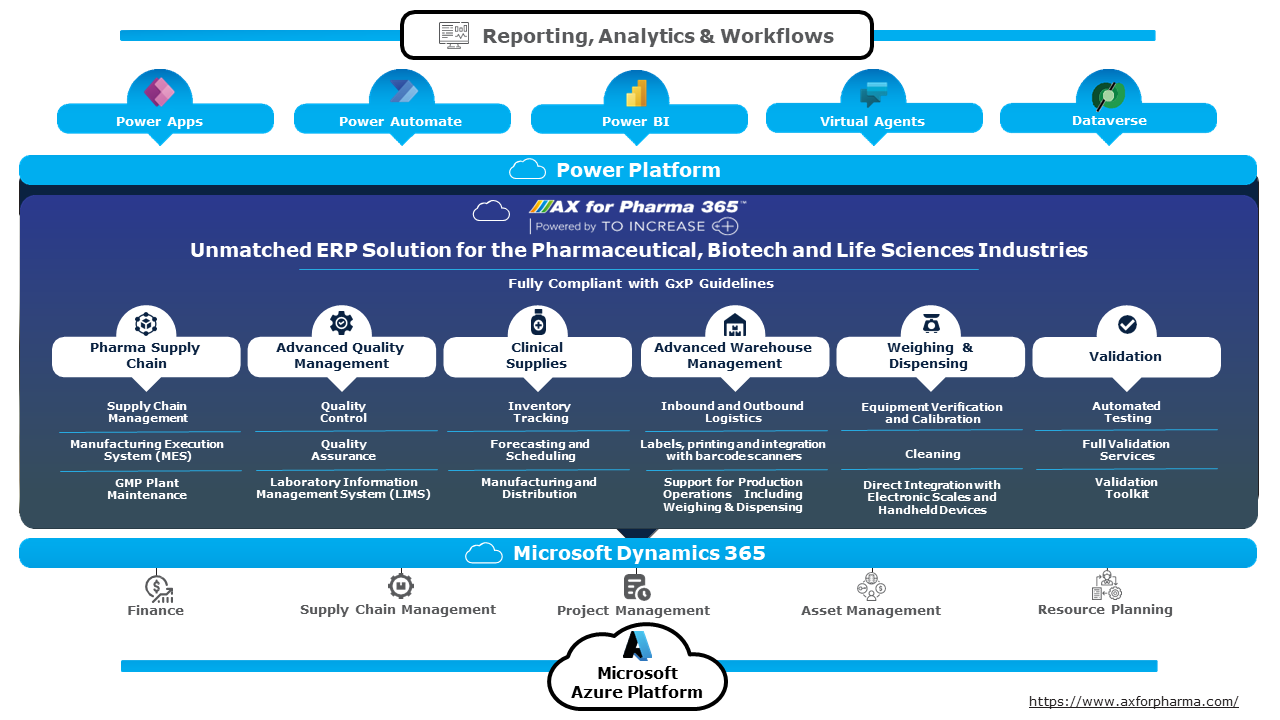
In partnership with Microsoft, AX for Pharma offers the most complete ERP solution for pharmaceutical companies, biotech firms, medical device manufacturers, and CDMOs. With Microsoft Dynamics 365 as the foundation, we provide purpose-built modules for digitalizing Pharmaceutical Supply Chain Management, Advanced Quality Management, Advanced Warehousing Management, and other industry-specific activities in a fully compliant way.
Each module can be easily configured without any expensive customization work, making it easy to start collecting, integrating, and analysing the data you need for successful parenteral production.
AX for Pharma 365™ Is the Most Complete ERP Solution for Life Sciences
Convenient, configurable modules are purpose-built for life sciences organizations. These modules
can be added as needed, making it easy to scale the solution so it grows with your specific needs.
Leading pharmaceutical, biotech, and medical device companies throughout the U.S., Europe, and Australia rely on AX for Pharma to manage their critical life sciences data. To learn how we can help your business take advantage of the latest opportunities in parenteral drug development, please contact us today.


